
Klucz (inżynieria) - Key (engineering)
W inżynierii mechanicznej , A kluczem jest element maszyny używane do łączenia obracający się element maszyny do wału . Klucz zapobiega względnemu obrotowi między dwiema częściami i może umożliwić przenoszenie momentu obrotowego . Aby klucz działał, wał i obracający się element maszyny muszą mieć rowek na wpust i gniazdo klucza , które jest szczeliną i kieszenią, w której pasuje klucz. Cały system nazywany jest połączeniem na wpust . Połączenie wpustowe może umożliwić względny ruch osiowy między częściami.
Zwykle elementy z wpustem obejmują koła zębate , koła pasowe , sprzęgła i podkładki .
Rodzaje
Istnieje pięć głównych typów kluczy: wpuszczany , siodłowy , styczny , okrągły i wielowypustowy .
Zatopiony klucz
Rodzaje zatopione klawiszy: prostokątny , kwadratowy , równoległe zagłębionym , klin głowicy , pióro i Woodruff .
Klucze równoległe
Najczęściej używane są klucze równoległe . Mają przekrój kwadratowy lub prostokątny. Wpusty kwadratowe są używane do mniejszych wałków, a wpusty prostokątne do wałów o średnicy powyżej 6,5 cala (170 mm) lub gdy problemem jest grubość ścianki współpracującej piasty. Śruby dociskowe często towarzyszą wpustom równoległym, aby zablokować współpracujące części na miejscu. Rowek to podłużny rowek zarówno w wale, jak iw części współpracującej.

Gniazdo wpustu w trzonku wpustu prętowego

Zębatka z wewnętrznym rowkiem wpustowym
Przekrój poprzeczny połączenia na wpust równoległy



- W = re / 4
- H = 2 d / 3
gdzie
- W to szerokość klucza
- H to wysokość klucza
- d to średnica wału
Klucze czółenkowe
Wpusty czółenkowe są półokrągłe , pasują częściowo do rowka z okrągłym segmentem, a pozostała część pasuje do podłużnego rowka wpustowego w części współpracującej. Segment okrągły można ciąć bezpośrednio przez cięcie wgłębne za pomocą okrągłego frezu czółenkowego bez żadnych podcięć. Główną zaletą wpustu czółenkowego jest wyeliminowanie frezowania w pobliżu odsadzeń wału, co mogłoby mieć wpływ na koncentrację naprężeń i współosiowość . To ostatnie jest szczególnie ważne przy pracy z dużą prędkością. Dokładniejsze dopasowanie klucza i wpustu zmniejsza również luz i koncentrację naprężeń oraz poprawia niezawodność klucza. Dodatkową zaletą jest to, że zakleszczony klucz można wyjąć z wałka uderzeniem młotkiem, okrągły profil wypchnie klucz ze szczeliny, w przeciwieństwie do standardowego klucza, który trzeba będzie wcisnąć osiowo lub wyciągnąć z gniazda . Typowe zastosowania obejmują obrabiarki , aplikacje motoryzacyjne , odśnieżarki i śruby napędowe do statków .
Ten typ klucza został opracowany przez Williama N. Woodruffa z Hartford w stanie Connecticut . W 1888 roku za swój wynalazek został odznaczony Medalem Johna Scotta przez Instytut Franklina .

Zainstalowano wpust czółenkowy

Wpust czółenkowy i wpust

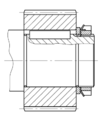
Przekładnia G jest umieszczona na wale S za pomocą wpustu Woodruff N

.jpg)

Klucze stożkowe
Klucz stożkowy jest zwężany tylko po stronie, która łączy się z piastą. Rowek w piaście ma zwężenie pasujące do stożkowego klucza. Niektóre przyciski posiadają stożkowe Gib lub kartę do łatwego usuwania podczas demontażu. Zadaniem stożka jest zabezpieczenie samego wpustu, jak również pewne połączenie wału z piastą bez konieczności stosowania wkrętu ustalającego. Problem z wpustami stożkowymi polega na tym, że mogą one powodować nieznaczne odchylenie środka obrotu wału od współpracującej części. Różni się od zamka stożkowego tym, że klucze stożkowe mają pasujący stożek w rowku, podczas gdy zamki z wałkiem stożkowym nie.
Inni
Klucz samoprzylepnej lub klucz holenderski posiada okrągły otwór rowków (zamiast prostokątnej), wytwarzanej przez wiercenie osiowo w zmontowanym piastą wałka, z metalu trzpienia ustalającego służący jako klucz. Jeśli otwór i wpust są stożkowe, to wpust nazywany jest kołkiem holenderskim , który jest wbijany i opcjonalnie wykańczany przez cięcie lub szlifowanie równo z końcem wału. Jeśli prosty holenderski otwór wpustowy jest opcjonalnie gwintowany gwintem, to zwykła śruba służy jako gwintowany klucz holenderski.
Kołki sprężyste są alternatywnym składnikiem klucza holenderskiego zamiast pełnych kołków ustalających. Kołek sprężysty jest samozaciskowy i nie poluzowuje się pod wpływem wibracji. Wydrążone kołki sprężyste zapewniają słabszą wytrzymałość na ścinanie niż pełny kołek ustalający, a wytrzymałość można zmieniać, zmieniając grubość ścianki. Ta ograniczona specyfikacja wytrzymałości na ścinanie ma na celu utrzymanie normalnej pracy, ale następnie ustąpi w przypadku nadmiernego momentu obrotowego wału, chroniąc w ten sposób resztę maszyny przed uszkodzeniem.
Wprowadzenie dodatkowej tulei między piastą a wałem poprawia wydajność i wygodę połączeń na wpust. Tuleje Taper-Lock to łączniki piasty z wpustami, które zapewniają trzy gwintowane holenderskie wpusty i dwie śruby ustalające jako klucze holenderskie, oprócz prostokątnego rowka wpustowego. Holenderskie rowki wpustowe są gwintowane tylko po naprzemiennej stronie piasty lub po stronie wału, z otworem prześwitu gwintu po przeciwnej stronie. Po prostu wbijając wkręty ustalające w wybrane otwory, mechanizm piasty dogodnie działa w celu sztywnego zablokowania lub całkowitego zwolnienia z wału, bez młotkowania lub ciągnięcia piasty. Tuleje z szybkozłączem ( QD ) działają podobnie, ale umieszczają kołowy wzór trzech niegwintowanych i trzech w pełni gwintowanych otworów dalej od osi wału na kołnierzu tulei, zamiast w poprzek połączenia tuleja-piasta.
Połączenie Hirtha jest podobne do połączenia wielowypustowego, ale z zębami na końcu wału zamiast na powierzchni.
Klucze do siodeł
Te typy kluczy są zwykle przymocowane do członu napędowego (np. Wałków). Te typy kluczy mają mniejszą wytrzymałość w porównaniu z kluczami zatopionymi. Są to rzadko używane klucze do przenoszenia mniejszej mocy na elementy napędzane (np. Sprzęgła)
Klucze styczne
Klucze styczne są używane w zastosowaniach wymagających dużego momentu obrotowego. To, co byłoby stroną każdego rowka wpustowego, tworzy pięty, na których opiera się klucz, i przenosi siłę ściskając. Ten ostatni punkt oznacza, że do odwracalnego ruchu wału potrzebny jest inny wpust wzdłuż stycznej na zewnątrz w przeciwnym kierunku. Zazwyczaj będzie to przesunięte o 90 ° lub 180 ° na wale. Klucz może mieć kształt klina, prostokątny lub kwadratowy, ale w szczególności stosowane są klucze prostokątne o podwójnym stożku.
Klawisz splajnu
Ten typ klucza wykorzystuje wiele wpustów w koncentratorze do przesyłania dużej mocy.
Keyseating
Keyseating to tworzenie szczelin w dopasowanych przedmiotach. Osadzanie kluczy można wykonać na wielu różnych maszynach, w tym przeciągaczu, kluczyku, elektrodrążarce drutowej, frezarce lub pionowej dłutownicy, frezarce pionowej lub poziomej lub za pomocą dłuta i pilnika.

Frezy wpustowe

Noże specjalne

Narzędzia do dłutowania

Różne narzędzia do dłutowania




Przeciąganie
Przeciąganie jest stosowane głównie do wycinania wewnętrznych rowków wpustowych z kwadratowymi rogami. Specjalny przeciągacz, tuleja i prowadnica są używane dla każdego przekroju rowka wpustowego, co czyni ten proces droższym niż większość alternatyw. Jednak może wytworzyć najdokładniejszy wpust ze wszystkich procesów. Istnieją trzy główne etapy przeciągania rowka wpustowego: Najpierw obrabiany przedmiot jest osadzany na prasie trzpieniowej, a tuleja jest umieszczana w otworze przedmiotu obrabianego. Następnie przeciągacz jest wkładany i przepychany, przecinając rowek. Na koniec między tuleją a przeciągaczem umieszcza się podkładki , aby uzyskać odpowiednią głębokość niezbędną dla klucza.
Keyseater


Keyseaters , znane również jako maszyny dłutowanie i rowka noży , są wyspecjalizowane maszyny zaprojektowane do cięcia rowków. Są bardzo podobne do kształtowników pionowych ; różnica polega na tym, że narzędzie tnące na kluczu wchodzi w obrabiany przedmiot od dołu i tnie w dolnym skoku, podczas gdy narzędzie na frezarce wchodzi w obrabiany przedmiot od góry i tnie w dół. Inną różnicą jest to, że gniazdo klucza ma system prowadzący nad przedmiotem obrabianym, aby zminimalizować ugięcie, co skutkuje ściślejszą tolerancją cięcia. Proces rozpoczyna się od zamocowania przedmiotu obrabianego do stołu za pomocą uchwytu lub imadła . Obrabiany przedmiot jest prawidłowo umieszczony, a następnie uruchamiane jest ramię posuwisto-zwrotne. Niektóre modele mają stacjonarny stół, dzięki czemu nóż jest podawany poziomo w obrabiany przedmiot, podczas gdy inne mają ruchomy stół, który podaje obrabiany przedmiot do stałego noża. Te maszyny mogą wycinać inne elementy o prostych bokach, inne niż rowki wpustowe (patrz rysunek). Mogą również wytwarzać ślepe szczeliny, które są szczelinami, które nie przechodzą przez cały przedmiot obrabiany.
Obróbka elektroerozyjna drutem (EDM)
Obróbka elektroerozyjna (EDM) jest stosowana głównie w przypadku małych partii produkcyjnych, gdzie wymagana jest ekstremalna precyzja lub inne technologie cięcia nie są łatwo dostępne. Wycinana drutem EDM wycina rowki klinowe poprzez erodowanie materiału z dala od przedmiotu obrabianego poprzez serię szybkich wyładowań prądu elektrycznego między drutem szpuli a przedmiotem obrabianym przez płyn dielektryczny. Elektrodrążarki drutowe ze sterowaniem numerycznym (CNC) umożliwiają szeroki wybór rowków wpustowych do wycinania, w tym wielu rowków na tej samej piaście. Głównymi ograniczeniami elektrodrążarki drutowej CNC jest czas potrzebny na wycięcie rowka wpustowego, a także rozmiar części, które może pomieścić dana elektrodrążarka drutowa.
Kształtowanie lub dłutowanie
Kształtowanie lub dłutowanie jest głównie używane do wycinania rowków wpustowych, które nie przechodzą przez całą długość części. Podobnie jak w przypadku osadzania na klucz, kształtowanie wykorzystuje jednopunktowe narzędzie tnące do cięcia, jednak frezarki nie są prowadzone przez cięcie na stałym słupku. W związku z tym nacięcia kształtowane są na ogół bardziej podatne na odkształcenia niż nacięcia z gniazdem wpustowym.
Przemiał
Rowki równoległe, stożkowe i czółenkowe można wytwarzać na frezarce . Frezy walcowo-czołowe lub frezy do rowków są używane do rowków równoległych i stożkowych, podczas gdy frez czółenkowy jest używany do rowków wpustowych czółenkowych.
W przypadku wewnętrznych rowków wpustowych, które nie są zbyt długie, można je frezować, jeśli promień jest akceptowalny.
Dłutowanie
Jedną z najwcześniejszych form osadzania klucza było dłutowanie . Rowek jest zgrubny za pomocą dłuta, a następnie przeszlifowany na wymiar; klucz jest często próbowany, aby uniknąć nadmiernego wypełnienia. Ta technika jest długa, żmudna i rzadko używana.
Połączenia na wpust
Klucz ścinanie to funkcja przeznaczona na niepowodzenie i uniknąć dalszych szkód powinna być przypadkowo uruchomione maszyny przekraczających jej granice projektowania. Klucze ścinane mogą być dowolnymi konstrukcjami opisanymi powyżej, ale są wykonane ze słabszego materiału niż wałek. Klucz ścinany można łatwo i niedrogo wymienić i pozwala uniknąć poważniejszych uszkodzeń mechanizmu, które byłyby kosztowne lub trudne do naprawy. Na przykład stalowy wałek i koło pasowe mogą być wyposażone w mosiężny klucz. Kiedy do złącza zostanie przyłożony nadmierny moment obrotowy, stalowe krawędzie rozcinają mosiężny wpust na dwie części, pozostawiając koło pasowe obracające się luźno na wale i odciążając resztę maszyny przed możliwymi uszkodzeniami.
Jeśli połączenie wału wymaga wyższego momentu obrotowego, można zastosować dwa wpusty pasowane.
Nieprawidłowo obrobione rowki wpustowe, w których wystąpiło ugięcie lub dryfowanie frezu, mogą nie być wystarczająco mocne dla wymaganego zastosowania.
Zobacz też
Bibliografia
Bibliografia
- Leonard, William Samuel (1919). Narzędzia i metody warsztatu maszynowego (poprawione wydanie 7). Nowy Jork: John Wiley & Sons. pp. 39–42 . OCLC 848146647 . Źródło 30 kwietnia 2019 r .